CNC lathe turning thread simple programming
Why is it easy to turn? It is the processing of its parts by a tool, for a mode of production or processing in a single piece mode.
If we have a turning pitch of six and a nominal straight thread of 36, there is no problem. Is it the same as internal thread employment? For our current exercise, the answer is no. For a trapezoidal thread with a nominal straight forward of 36, the internal thread is first stabilized by the size of the shank and the length of the extension, which means that the tool is not machined. Secondly, our tool appears in the case of three-sided turning. Very bad.
In this way, improving its stress is the problem we have to consider. The left and right turning or oblique advancement in the experience is to reduce the force and chip removal of the cutter head during turning. If we only consider the reduction of the force, we can combine the straight-forward method with the layered turning, and reduce the turning effect when the depth is cut and then straight through the axial borrowing knife. The simple judgment is that when starting the turning, because the depth is small, the situation of the knives is very small, and the knives often occur after the depth of the cut, usually after the deeper, often to be completed. Once the knife is knives, the work will be abandoned!
Basic plan:
1. Straight into the middle diameter position
2. The axial borrowing knife; the width of the borrowing knife is only half of the width of the middle diameter and the tip of the knife and the margin is small;
3. Go straight to the trail and leave some margin;
Alternatively, borrow the difference and then reverse it by half. The balance is still the same.
The analysis chart is as follows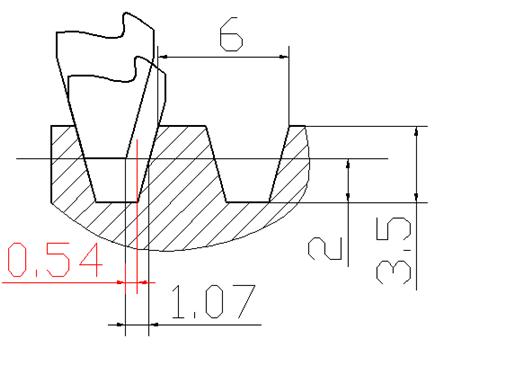
Part of the program:
......
G0 XZ; positioning
G92 U-2W-50F6; assuming a tool-to-surface distance of 0.5, the first knife depth is 0.5
U-2.3;
...
U-4; to the middle diameter position; (The above G76 is also available, the margin can also be left based on the radial direction at this time, or can be left based on the knife to see if you are used to it))
G98 P50005 ; 5# is the subroutine axial knife 0.5mm; or G98 P100005; ten times borrowing the knife, the difference is borrowed. If the end is inserted: G0 W0.5
G92 U-4.2; continue to turn down the diameter;
.....
U-6.8; rough car to position;
... fine car slightly. When finishing the car, it can be done by the left and right turning method combined with the straight forward to avoid the three-blade cutting; the condition is (1) the tool tip is close to the theoretical data; (2) the margin is small, the residual step can be ignored; (3) the large diameter is difference. Method: First and foremost, one side can be lighted first, the other side can be turned to size; then the props can be moved to the middle position, straight into the car, reducing the residual steps.
O5;
G0W-0.1; borrowing knife 0.1
G92 W-50 P6;
M99;
If we have a turning pitch of six and a nominal straight thread of 36, there is no problem. Is it the same as internal thread employment? For our current exercise, the answer is no. For a trapezoidal thread with a nominal straight forward of 36, the internal thread is first stabilized by the size of the shank and the length of the extension, which means that the tool is not machined. Secondly, our tool appears in the case of three-sided turning. Very bad.
In this way, improving its stress is the problem we have to consider. The left and right turning or oblique advancement in the experience is to reduce the force and chip removal of the cutter head during turning. If we only consider the reduction of the force, we can combine the straight-forward method with the layered turning, and reduce the turning effect when the depth is cut and then straight through the axial borrowing knife. The simple judgment is that when starting the turning, because the depth is small, the situation of the knives is very small, and the knives often occur after the depth of the cut, usually after the deeper, often to be completed. Once the knife is knives, the work will be abandoned!
Basic plan:
1. Straight into the middle diameter position
2. The axial borrowing knife; the width of the borrowing knife is only half of the width of the middle diameter and the tip of the knife and the margin is small;
3. Go straight to the trail and leave some margin;
Alternatively, borrow the difference and then reverse it by half. The balance is still the same.
The analysis chart is as follows
Part of the program:
......
G0 XZ; positioning
G92 U-2W-50F6; assuming a tool-to-surface distance of 0.5, the first knife depth is 0.5
U-2.3;
...
U-4; to the middle diameter position; (The above G76 is also available, the margin can also be left based on the radial direction at this time, or can be left based on the knife to see if you are used to it))
G98 P50005 ; 5# is the subroutine axial knife 0.5mm; or G98 P100005; ten times borrowing the knife, the difference is borrowed. If the end is inserted: G0 W0.5
G92 U-4.2; continue to turn down the diameter;
.....
U-6.8; rough car to position;
... fine car slightly. When finishing the car, it can be done by the left and right turning method combined with the straight forward to avoid the three-blade cutting; the condition is (1) the tool tip is close to the theoretical data; (2) the margin is small, the residual step can be ignored; (3) the large diameter is difference. Method: First and foremost, one side can be lighted first, the other side can be turned to size; then the props can be moved to the middle position, straight into the car, reducing the residual steps.
O5;
G0W-0.1; borrowing knife 0.1
G92 W-50 P6;
M99;
Brushed Fabric,Brushed Polyester Fabric,Brushed Microfiber Fabric,Double Brushed Poly Fabric
Changxing Xingang Textile Co.,Ltd , https://www.xingangtextile.com